
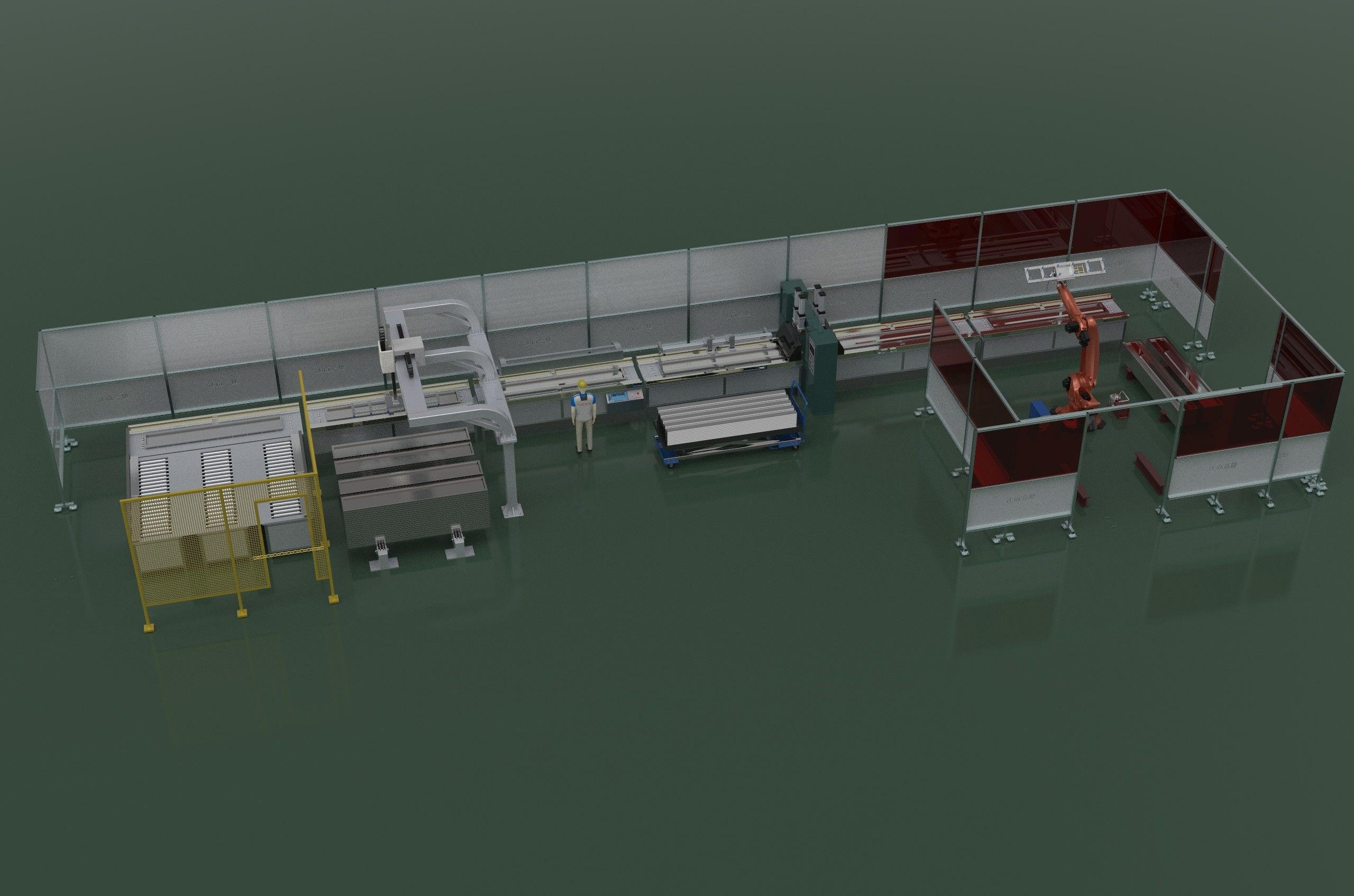
Purpose: This instrument is used for automatic assembly of carbon steel laminated door reinforcement placement and welding. The elevator carbon steel landing door is equipped with a auto production line. The customer only needs to input the production task list into the production line monitoring equipment to provide semi-finished products, which flow in from the front end of the production line, and the end of the production line can obtain the complete assembly. The specific production line process: the semi-finished product landing door is stacked at a designated position, the robot automatically loads and unloads the material, completes the placement, connection (riveting, welding) of reinforcing ribs, and sends the semi-finished products to the finished product area, and then the robot completes the stacking. The equipment automatically and continuously completes the operations of placing, riveting, welding and the like of feeding reinforcing bars, replaces manual operation, requires less manpower (by more than 75 %), has high assembly efficiency (completed within 30 seconds of the whole process), has stable and reliable finished product quality, saves a large amount of labor cost (according to statistics, the equipment can recover investment within one year after being put into use), and is equipment for improving the quality, improving the production efficiency and enhancing the working efficiency of the vast elevator manufacturing industry.
The equipment is divided into 5 areas by function:
1. Salvagini Docking Platform: This platform can directly dock with Salvagini production line, and can dock vertically and horizontally. When salvagnini products enter the platform, the system will immediately check the specifications and dimensions, and automatically calculate the handover with the lower area.
2. Chain conveying area of landing door workpiece: forklift piles raw materials in the chain conveying area. After the current square pile is used up, the system controls the conveying device to convey the rear raw materials forward. When the transplanting device picks up the material, the chain conveying device conveys the workpiece forwards, and when the transplanting device picks up the material next time, the chain conveying device stops in advance, and the sucker automatically selects the staying position of the front material pile to pick up the material. The wire body can be guaranteed not to stop when changing raw materials. (When the system selects salvagnini thread products, it will automatically make judgment).
3. Automatic feeding area: in this area, the automatic loading device is selected for feeding. The suction cup is a special suction cup for imported Schmeicz metal. The system controls the transplanting device and the chain conveying device to sense each other. When the system senses that salvagini products are about to pass on the docking platform, the system controls the loading device to wait for salvagini products to pass before feeding. (Random sequence can be realized, and orderly stacking during stacking is ensured, and Savani products are given priority)
4. Automatic spot welding area: after the reinforcement bars are placed on the landing door, they are positioned by the reinforcement bar positioning device. When the workpiece moves forward after positioning is completed and reaches the specified position, the intermediate frequency welding machine performs automatic spot welding. The welding is 4 points and spot welding at the same time. When the welding point of the product is singular, the system can control only 2 points for rear welding. Intermediate frequency spot welding machine has virtual welding detection function (i.e. abnormal welding current alarm) and welding electrode head wear alarm prompt.
5. Welding machine and finished product blanking area: the welding height is less than the iron sheet height of the door panel through the equipment. After the welding is completed, the robot station will turn over automatically, take it down automatically by using the suction cup, and stack it according to the predetermined track. When a finished product stack meets the specified requirements, the system will give a prompt and automatically select another stacking platform for blanking to ensure that the line body of the blanking stack will not be shut down. The robot uses kukkakr210r2700extras.
Instrument characteristics:
The panel is made of imported special aluminum, with beautiful appearance and convenient cleaning. The equipment is equipped with precision level detection device. Large color touch screen display control, menu mode of operation, convenient and concise; Imported PLC control, strong anti-interference ability.
Technical parameters:
The takt time of the automatic assembly line of the landing door is about 25 ~ 30s: single-phase 220V, 3KW (excluding robots and spot welding machines) production line voltage and power AC220V±10%, 50Hz, 3KW spot welding machine voltage and power AC380V±10%, 50Hz, 8KW robot voltage and power AC380V±10%, 50Hz. The processing size range of 8KW laminated door wire is: length: 2000~2500mm, width: 400~600mm, height: 10 ~ 50mm, workpiece size range is door plate thickness: 1 ~ 1.5mm, laminated door reinforcement plate thickness: 0.61.0mm (which can meet the above parameters). The length and width of the wire body are: 23m long, 5.5m wide, and the main body is 1.2m high. Air source: 0.4~0.7Mpa





